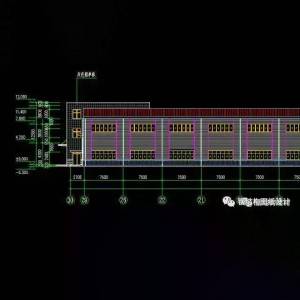
Fabriksscenarium for delproduktion

Fabriksscenarium for delproduktion
Udstyr introduktion:
Tekniske egenskaber og innovation: SKHZ-B nc H-bjælke-monteringsmaskine
1. Produktionsmetoden til svejsning af H-bjælken er at placere h-bjælken i henhold til "Arbejdsformen" og svejse to hjørnesamlinger på begge sider på samme tid, hvilket i høj grad øger svejseeffektiviteten. På grund af symmetrisk svejsning er nettet er grundlæggende ikke deformeret efter svejsning.
2. Ortotisk mekanisme H-formet flangejusteringsmaskine af stål kan direkte korrigere vinkeldeformationen af varm H-formet stålvingeplade efter svejsning ved hjælp af en excentrisk presserulle, hvilket reducerer retningskraften og forbedrer retningspræcisionen.
3. Fra perspektivet af svejsespecifikationer er specifikationerne for svejsning af H-bjælke de største i Kina, og indikatorerne for h-bjælkesvejsningsproduktionslinjen for det mest avancerede produktion af firmaet for bjælkesvejsning udstyr (ESAB Company) i udlandet samme.
4. Ved montering og montering vedtages integrationen af montering og montering, hvilket reducerer arbejdsproceduren og forbedrer produktionseffektiviteten.
5. I centreringstilstanden på banen og flangepladen vedtages to sæt centreringstilstand foran og bagtil for at forbedre positioneringsnøjagtigheden.
6. Trådfremføreren er blødt forbundet med svejsepistolen, og svejsepistolens vinkel kan justeres.
7. Stor filet svejsning, ved hjælp af dobbelt strøm (DC + AC) dobbelt ledning, dobbelt lysbue, dobbelt pool svejsning proces. Disse funktioner i denne produktionslinje er den første af sin art i Kina.
8. Importeret PLC-kontrol, pålidelig, nem at programmere.
9. I samme station, kontinuerlig færdiggørelse af h-bjælken i produktionsprocessen for opstilling, svejsning, ortopædi, løft, afladning og andre procedurer.
Khj-c vandret flangekorrektor
Produkt oversigt
Skhj-c vandret flangekalibrator bruges til flangekalibrering af H-bjælkestål. Efter at H-bjælken er færdig med svejseproceduren, deformeres h-bjælkens vingeplade under svejseapplikationen og skal rettes inden den kan bruges.Dette udstyr bruges hovedsageligt til vingepladekorrektion af h-bjælke og T-bjælke efter svejsning.
Andet udstyr er som følger:
Kontrolskære maskine / multi-head lige bar skære maskine, CGL-4000 / SEKTION stål skære maskine, KT-462 / semi-automatisk skære maskine, CG2-150B / kopi skære maskine, KG-30 / CNC tre Bai dimensionelle boremaskine / radial boremaskine, 7-3040 * 16 / magnetisk hjulskæremaskine, SAG- / drejebænk, CA6140 / boremaskine, ZX-32 / koordinatboremaskine, T4240 / skæringslinjeskæremaskine, BH6070 / Lodret presse, Ya32-31 / vandret presse, DC-315 / pladeskæremaskine Jz016-250 / slutfræsemaskine TXSOB / GD-20 / Magnetisk elektrisk boremaskine RD-32A / DC svejser AX5-50 / AC svejser BXI-500 / C02 svejser YM-500KR / Nedsænket lysbue svejsemaskine NZA-1000 / elektrodetørringskasse HY704-4
- 50 / flux tørret ovn HI / 4 l - 20 elektrisk luftkompressor / dieselgeneratorer, 200 kw / sandblæsningsmaskine PBS - 100 r / malingssprøjtemaskine GPQ9C / gaffeltruck b / trigger CDWllHNC CPQ - 1-50 * 2500 / svejserulle ramme HGZ - 5 a / flangejusteringsmaskine YTJ 50 / ultralydsfejldetektor ECHOPE220 / digital temperaturmåler RKCDP - 500 / malingfilmtykkelsesmåler 345 fb '- MK Ⅱ / digital clip-on-amperemeter 2003 / temperatur- og fugtighedsmåler WHM5 / svejseinspektion linealSK / magnetisk partikelfejldetektor DA-400S / vernier caliper.
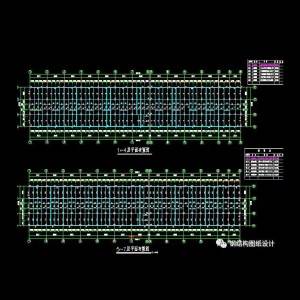
CNC-skæring af råmaterialer → samling af materialer → svejsning → korrektion → overfladebehandling → maling

Produktionsscenario 1

Produktionsscenario 3

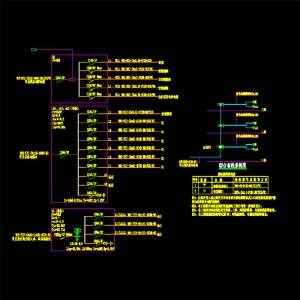
Produktionsscenario 2